Logitech H390 Wired Headset for PC/Laptop, Stereo Headphones
Logitech H390 Wired Headset for PC/Laptop, Stereo Headphones with Noise Cancelling Microphone, USB-A, In-Line Controls, Works with Chromebook – Off White

REAWOW Recurve Bows for Adults Archery Bow and Arrows Sets Practice Adult Teens Beginner Takedown Left Right Handed 12 Carbon Arrows

TOPARCHERY Recurve Bow for Adult & Youth Beginner, 62″ Wooden Takedown Recurve Hunting Bow for Outdoor Training Practice Right Handed 20-50LB

Gogokids Swim Vest Float Jacket – Kids Swimming Training Flotation Buoyancy Swimsuit with Adjustable Safety Straps for 15-35kg Child, Boys Girls Aged 2-9 Years

Sealiit 22 x Hospital Maternity Organiser Bags |28 * 35cm & 40 * 50cm| Baby Essentials for Newborn & Mum to Be | Newborn Essentials for Labou

Breast Pump Hands Free Wearable: Portable Electric 24mm Flange Milk Extractor with 3 Mode 9 Levels Leak-Proof Low Noise Painless Memory Function Wireless Breastfeeding Pump

Logitech H390 Wired Headset for PC/Laptop, Stereo Headphones with Noise Cancelling Microphone, USB-A, In-Line Controls, Works with Chromebook – Off White
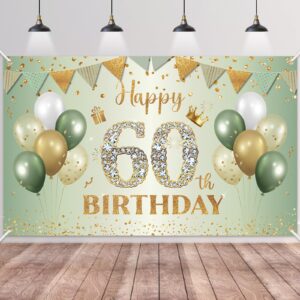
Happy 60th Birthday Banner Sage Green Gold,BTZO 60th Birthday Backdrop for Men Women,60th Birthday Decorations Fabric Photo Backdrop Background Signs for 60 Years Old Birthday Party,180×110cm
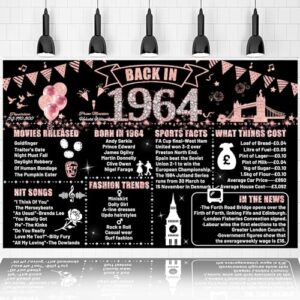
60th Birthday Pink Party Decoration, Back in 1964 Happy Birthday Banner Background Party Poster Supplies, Large 1964 Backdrop for Men Women 60th Class Reunion Decor(Pink Back in 1964)

Ion8 Unisex-Youth Lunch Bag, Medium

SUPCASE Unicorn Beetle Pro for Samsung Galaxy S24 Ultra Case with Stand, [2 Front Frame] 360 Full-Body Shockproof Heavy Duty Belt-Clip & Kickstand Case with Screen Protector for S24 Ultra Case, Black

BERSEM [2 Pack Tempered Glass Screen Protector Compatible with Samsung Galaxy S24 5G, Auto-Alignment Kit, Bubbles Free, Case Friendly, Anti-Scratch

Sac Kamado 16″ Ceramic BBQ Grill Oven, Charcoal Smoker, Black, Outdoor Cooker with Temperature Control, Large 250 sq inch Cooking Area, Heat Deflector, Stainless Steel Ash Tool

VonHaus Gas BBQ – Barbecue with x4 Gas Burners, Warming Rack, Fold Down Shelves, Temperature Gauge, Wheels, Large Cooking Grill & More – Barbeque that can Grill Meat, Fish & Vegetables

Nitoope Swing Face Planter Pot, Smile Face Hanging Plant Pot, Small Hanging Resin Flower Head Planters, Hanging Flower Pots Indoor Outdoor,Unique Plant Pots for Succulent Plante
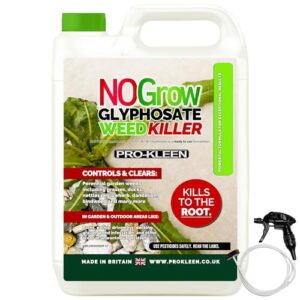
Pro-Kleen NOGROW WeedKiller 4 Litre Deep Root Killing 7.2g/l Glyphosate Weed Killer Ready to Use Formula Supplied with Spray Head & Hose